
Compartir

Se debe distinguir entre los abrasivos utilizados para la eliminación agresiva de material y las herramientas de acabado abrasivas. Las herramientas de acabado liberan poca o ninguna arena abrasiva durante su uso. Todas las fotos de este artículo son cortesía de Brush Research Manufacturing.
En la última década, Delta Machine Company LLC (Huntington Beach, California), un taller de maquinaria especializado en piezas complejas de tolerancia estrecha hechas de titanio, aleaciones de níquel, acero inoxidable, aluminio, plásticos y otras aleaciones exóticas, ha confiado en una herramienta de pulido flexible para una amplia gama de aplicaciones de mecanizado CNC automatizado, como el desbarbado de orificios transversales, pulido cilíndrico, acabado de superficies, suavizado de bordes y limpieza.
Al integrar pulidores flexibles en el proceso de mecanizado, las piezas complejas con orificios perforados transversales y otras características de difícil acceso pueden desbarbarse, afinarse y realizar el acabado de la superficie internamente y, por lo tanto, a un costo menor.
Contenido destacado



En el mecanizado automatizado, la eliminación de rebabas y bordes afilados en orificios perforados transversales y otras áreas de difícil acceso, como socavados, ranuras, espacios u orificios internos, puede resultar tediosa y tomar mucho tiempo.
A pesar de los desafíos, la eliminación de rebabas del proceso de producción es una necesidad imperiosa para las piezas de precisión de alta calidad. En muchas aplicaciones, los orificios perforados transversales actúan como conductos para fluidos, lubricantes y gases. No eliminar las rebabas puede causar el bloqueo de estos pasajes críticos o crear turbulencias en el flujo. Las rebabas también pueden provocar desalineaciones de las piezas, afectar las tolerancias dimensionales y limitar la eficiencia general de los componentes mecanizados.
“Eliminar las rebabas es fundamental, porque si cualquier material suelto se desprende durante el uso puede generar graves consecuencias”, dice el presidente de la empresa, Janos Garaczi.
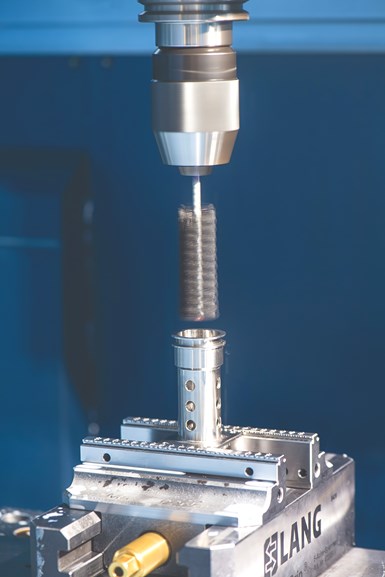
Los pulidores flexibles son una solución rentable para suavizar los bordes y generar un radio armonizado para el desbarbado de orificios transversales.
Según Garaczi, la herramienta que ha seleccionado para tales aplicaciones es el Flex-Hone, de Brush Research Manufacturing (BRM, Los Ángeles, California). Caracterizado por las partículas abrasivas pequeñas montadas permanentemente en filamentos flexibles, el producto es una herramienta flexible y de bajo costo que se emplea para el desbarbado, afinado, pulido y suavizado de bordes de orificios transversales sofisticados. Los pulidores están disponibles en una variedad de tipos de abrasivos, tamaños y selecciones de grano.
“Cuando se trata de desbarbar agujeros y pulir cuando necesitamos limpiar un componente, es la herramienta más fácil de usar para nosotros. Hay una gran variedad de calidades y tamaños y es muy versátil”, afirma Garaczi.
En tales aplicaciones, los pulidores flexibles son ideales porque las herramientas constituyen una solución rentable para suavizar los bordes y generar un radio armonizado en el desbarbado de orificios transversales.
Garaczi agrega: “En este momento fabricamos piezas cada vez más complejas, especialmente cuando se trata de carcasas con puertos en toda la pieza. Ahí el pulidor resulta realmente útil”.
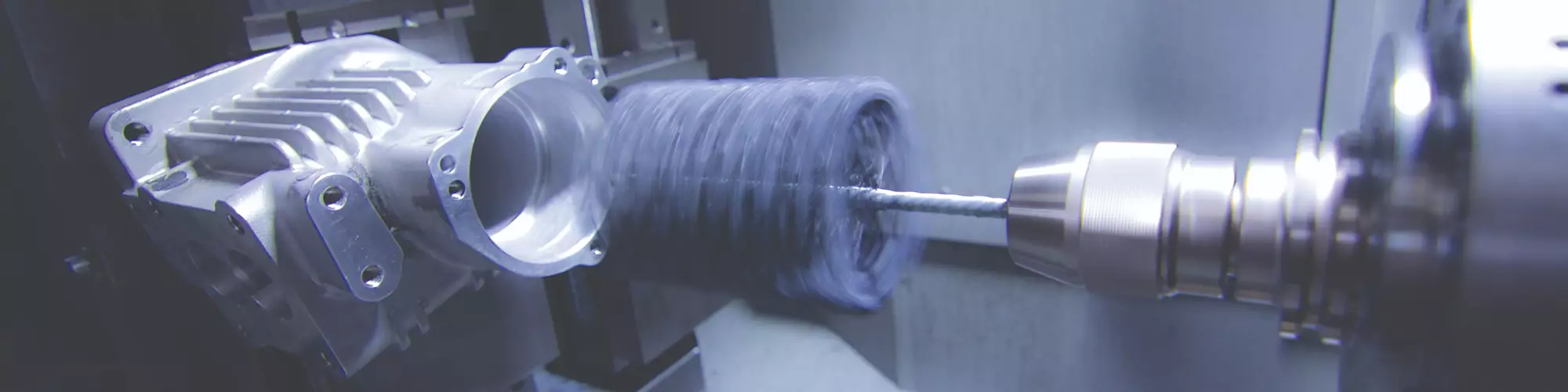
Para obtener los mejores resultados, la herramienta de desbarbado generalmente se gira en el orificio principal al que llegan los orificios transversales. Después de unas pocas pasadas en el sentido de las agujas del reloj, se retira la herramienta y se invierte el eje para girar y pasar el pulidor flexible en el sentido contrario a las agujas del reloj durante algunas veces más. La rotación hacia adelante y hacia atrás crea un patrón de desbarbado simétrico. Se debe utilizar refrigerante para mantener en suspensión los recortes de metal y el desbarbado.

Una pieza compleja antes y después del desbarbado
Según Garaczi, la eliminación de rebabas puede ser particularmente problemática cuando se trata de superaleaciones mecanizadas, como el titanio, monel, inconel, incoloy, invar, rene y hastelloy, algunos de los materiales más difíciles de mecanizar.
“Las rebabas presentan uno de los mayores problemas, especialmente en el mecanizado de superaleaciones —añade Garaczi—. Incluso durante el ‘ranurado’, si corta el material de un lado, simplemente empuja la rebaba hacia el borde; y si se acerca a él desde el otro lado, simplemente lo empuja de regreso. No quiere desprender el material libremente. Tan pronto como la herramienta se desafila un poco, empeora mucho. Por lo tanto, las herramientas afiladas con la geometría correcta son clave”.
Flex-Hone está disponible con un abrasivo de diamante recubierto de níquel de primera calidad para su uso en materiales como carburo, cerámica y aleaciones de acero aeroespacial. También existe una opción de CBN (nitruro de boro cúbico, por sus siglas en inglés) que es aún más dura y está específicamente diseñada para superaleaciones, que pueden presentar alta ductilidad y endurecimiento por trabajo que produce un comportamiento de mecanizado gomoso si no se utiliza la herramienta abrasiva correcta.
Garaczi menciona que está instalando los pulidores flexibles en el equipo CNC para automatizar el proceso y disminuir el tiempo requerido para terminar las superaleaciones como el titanio, así como los aceros inoxidables.
A pesar de que se trata de herramientas abrasivas, Garaczi dice que, si bien los “abrasivos” a menudo se agrupan todos en la misma categoría, se debe hacer una distinción entre los abrasivos utilizados para la eliminación agresiva de material y las herramientas de acabado abrasivas. Las herramientas de acabado liberan poca o ninguna arena abrasiva durante el uso, y la cantidad generada es comparable a las virutas de metal, el polvo de pulido y la abrasión de la herramienta que se crean durante el proceso de mecanizado en sí.
Incluso si se producen sólidos finos mínimos, los requisitos de filtración para herramientas abrasivas no son muy diferentes de los del mecanizado. Cualquier partícula se puede eliminar con facilidad mediante sistemas económicos de filtros de mangas o de cartuchos.
“Cuando utiliza Flex-Hone para desbarbar, todo lo que hace es eliminar las rebabas. No crea mucho polvo —agrega Garaczi—. Entonces, para mí, cualquier arenilla o polvo liberado no genera preocupación”.
Él comenta que cuando se toman decisiones sobre qué herramientas comprar, a menudo se hacen proyecto por proyecto. Sin embargo, si la herramienta puede reducir los tiempos de ciclo en comparación con su costo, se convierte en una decisión fácil.
“Definitivamente, hay escenarios en los que sería bueno poder realizar el acabado de superficies de este tipo de material en CNC —dice Garaczi—. Ahorraría mucho tiempo y costos de procesamiento adicionales”.






